Composite materials are increasingly used in a wide range of industries, from the automotive sector to furniture manufacturing. Making things out of composites often involves the use of a peel ply.
This is an additional layer of fabric material that is applied to the outer surface of the composite and is intended to be peeled off before bonding takes place. These plies can be of fabric, woven glass fibre, or some other synthetic material. The ply becomes part of the surface when it is manufactured, absorbing some of the resin. When the time comes for bonding, the peel ply is removed. This leaves a clean, rough surface to provide a key to which adhesive can be applied.

There is more to this than just roughening the surface; in addition, it is about raising the surface free-energy value (SFEV) to improve the strength and reliability of the adhesive bond.
Wet versus dry
When bonding plasma polymer composite from a supplier such as https://www.poeton.co.uk/apticote-810-plasma-polymer-composite/, the peel ply surface preparation is used to produce a consistent bond. A fine weave fabric impregnated with resin has been found to produce the best results.

Crucially, wet peel plies tend to perform better than dry peel ones. This is because the resin of the wet peel ply more fully impregnates the fabric. A fabric that is more porous improves results still further. The net result is that bonds can be two to three times stronger than those made using a dry peel ply.
Additional plasma treatment of the surface can improve results still further when bonding composite materials. Combined with ever-improving peel plies, this looks set to improve the reliability of bonds and ensure that the process is repeatable at a high level of consistency.
Testing
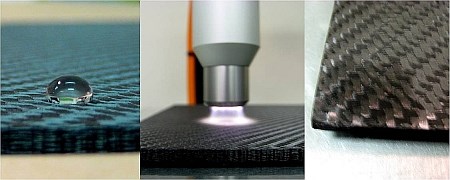
The effectiveness of the bonding surface after the ply has been removed can be checked with a water break test, which involves applying distilled water to the exposed surface once the peel ply is removed. If it spreads into an even film that sustains for around 20 to 30 seconds, the surface should provide a strong bond and should not break up into beads. This test shows the ‘wettability’ of the surface and should ensure the best contact between the surface and the adhesive. A contact angle measurement helps to quantify the test results.
You May Like

{kind=link}
{kind=link}
